L’écrouissage critique des alliages d’aluminium
Durcissement des alliages d’aluminium
Les durcissements par écrouissage ou structural permettent une augmentation des caractéristiques mécaniques des alliages : résistance à la traction (Rm), limite d’élasticité (Rp0,2{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}) et dureté. Il s’accompagne d’une diminution de l’allongement (A{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}) entraînant une perte de ductilité de l’alliage. Le choix entre durcissement par écrouissage et durcissement structural s’effectue en fonction de la famille d’alliages d’aluminium à traiter.
Le durcissement dit « structural » est obtenu grâce à la formation par précipitation d’une multitude de composés chimiques à l’issue d’une gamme de traitements thermiques. Lors de l’application d’une contrainte mécanique, la présence de ces précipités gêne la déformation plastique entraînant ainsi l’augmentation des caractéristiques mécaniques.
Ce mode concerne 3 familles (ou séries) d’alliage : Aluminium-Cuivre (série 2000), Aluminium-Magnésium-Silicium (série 6000) et Aluminium-Magnésium-Zinc (série 7000).
Le Durcissement par écrouissage
L’écrouissage est l’évolution des propriétés et de la microstructure d’un matériau cristallin lorsque sa structure interne subit une déformation plastique. Il en résulte un durcissement par la multiplication de défauts dans la maille cristalline (dislocations). Les procédés de déformation à froid comme le laminage, l’étirage, le tréfilage, ou des mises en œuvre par pliage ou chaudronnage produisent ce type de durcissement.
L’écrouissage de l’aluminium apporte une déformation de la matrice, qui stocke une petite partie de l’énergie (entre 2{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661} et 10{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}), sous forme de défauts de maille. La densité et la distribution de ces défauts forment une sous-structure cellulaire et entrainent des hétérogénéités plus importantes dans la distribution des mailles défectueuses, appelées « bandes de déformation » et formant des emplacements privilégiés pour initier une recristallisation.
Traitement thermique après écrouissage : Le recuit
Lors de la mise en forme par déformation plastique d’une pièce en alliage d’aluminium, l’écrouissage généré entraîne une perte de ductilité de l’alliage. Afin de poursuivre la mise en forme sans décohésion du métal, il convient de restaurer un certain niveau de plasticité, opération obtenue grâce au recuit. On distingue deux types de recuits :
- le recuit de restauration : il présente une macrographie dans laquelle le motif et l’orientation des grains sont en grande partie conservés par rapport à l’état écroui. L’adoucissement des propriétés est assez peu marqué, le grossissement des grains est très faible voire inexistant. Les recuits de restauration correspondent à un perfectionnement du réseau du métal écroui.
- le recuit de recristallisation : Ce recuit à très haute température se caractérise par l’apparition progressive de nouveaux cristaux orientés différemment de ceux du motif d’écrouissage. C’est au cours de ce recuit de recristallisation que peuvent apparaître de gros grains. L’adoucissement est très marqué. Sur les alliages écrouis, l’adoucissement par recristallisation augmente avec le taux d’écrouissage avant recuit. La température de recuit nécessaire pour un adoucissement identique est d’autant plus basse que le taux d’écrouissage est élevé. Un taux d’écrouissage minimal du produit est nécessaire pour éviter un grossissement anormal du grain lors des recuits de recristallisation.
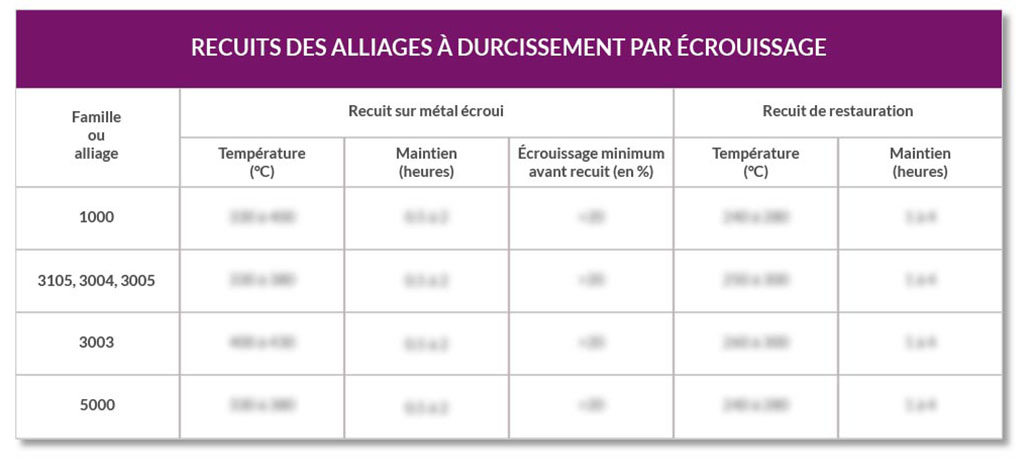
Retrouvez l’intégralité de ce tableau en téléchargeant la version PDF :
[contact-form-7 404 "Non trouvé"]
L’écrouissage critique
Pour chaque alliage, il existe une zone d’écrouissage pour laquelle le recuit risque d’entraîner un grossissement exagéré du grain défavorable pour la mise en forme et générant une altération de l’aspect de la pièce. La surface du métal après déformation peut prendre alors l’aspect inesthétique de « peau d’orange ». On définit donc la limite d’écrouissage critique inférieur (début de la zone d’écrouissage critique) et la limite d’écrouissage critique supérieur (fin de la zone d’écrouissage critique).
Lors d’un recuit, la grosseur moyenne du grain de recristallisation pour un alliage donné varie en sens inverse de l’écrouissage qui a précédé le recuit. On qualifie d’écrouissage « critique » le taux d’écrouissage pour lequel la recristallisation est rendue possible (aux conditions de recuit données). Le grain obtenu pour un écrouissage à ce taux précis est alors nommé « grain critique ».
Cette zone d’écrouissage critique est unique pour chaque matériau et dépend de nombreux facteurs: conditions de recuit, hérédité du matériau (nombre d’écrouissage/recuit subis) … Les limites d’écrouissage critique sont d’autant plus faibles que la température de recuit est élevée, à l’inverse, la grosseur du grain critique est d’autant plus importante que la température de recuit est élevée. En résumé, plus les limites sont faibles, plus la grosseur du grain critique est importante.
Facteurs influents
Certains éléments d’alliages, comme le manganèse, le zirconium ou le chrome, retardent la recristallisation, augmentent l’écrouissage critique et peuvent diminuer la grosseur du grain de recristallisation.
La vitesse de chauffage à la température de recuit a un effet important sur la grosseur du grain des alliages d’aluminium. Plus la vitesse est faible, plus le grain de recristallisation est gros.
Limitation de la grosseur des grains
Pour éviter le grossissement des grains dû à un écrouissage critique, deux moyens sont couramment utilisés :
- Limiter l’écrouissage avant recuit à des valeurs telles que l’écrouissage critique ne soit pas atteint
- Faire en sorte que l’écrouissage critique soit dépassé en tous points du produit pour que la texture finale soit recristallisée à grains assez fins
Ces deux moyens permettent d’éviter la zone d’écrouissage critique.

Études illustrant le phénomène d’écrouissage critique
Alliages testés
L’étude a porté sur des alliages couramment utilisés industriellement :
- 2 alliages à durcissement structural : 2017A état T4 (famille aluminium-cuivre) et 6061 état T6 (famille aluminium-magnésium-silicium)
- 1 alliage à durcissement par écrouissage : 5083 état recuit (O) (famille aluminium-magnésium)
État T4 : alliage ayant subi une gamme de traitements thermiques composée d’une mise en solution (maintien à 500°C pendant 1 heure), suivi d’une trempe à l’eau froide (T≤ 40°C) puis d’une maturation (durée de 4 jours à température ambiante)
État T6 : alliage ayant subi une gamme de traitements thermiques composée d’une mise en solution (maintien à 535°C pendant 1 heure), suivi d’une trempe à l’eau froide (T≤ 40°C) puis d’un revenu (maintien à 185°C pendant 6 heures)
Nature des essais
Les essais ont été effectués sur des éprouvettes prismatiques de traction (à section rectangulaire) prélevées et usinées à partir d’échantillons de tôle de chaque alliage.
Différents taux d’écrouissage ont été obtenus par déformation plastique par traction des éprouvettes (caractérisée par l’allongement A{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}). Différents recuits ont été par la suite effectués sur les éprouvettes en faisant varier les paramètres temps de maintien et température de four.
Des examens micrographiques ont ensuite été réalisés pour observer la microstructure de chaque alliage :
- Enrobage, polissage des échantillons
- Mise en évidence de la structure de chaque alliage après attaque métallographique
- Observation des échantillons au microscope optique sous lumière polarisée
Des experts pour vous accompagner

Du choix des matériaux et des traitements jusqu’à l’analyse de défaillance et le contrôle métallurgique, laissez nos experts de la métallurgie accompagner le développement de votre entreprise.
Résultats des essais
La faible plasticité de l’alliage 2017A à l’état T4 n’a pas permis d’atteindre un taux d’écrouissage suffisant pour observer le grain de recristallisation critique. Afin de bénéficier du maximum de plasticité de chaque alliage, les alliages 2017A et 6061 ont été préalablement recuits avant la campagne d’essais d’écrouissage et de recuit.
- Avec les paramètres d’essais pratiqués, aucune recristallisation n’a pu être obtenue pour l’alliage 2017A, ceci est dû en partie à la présence d’inhibiteurs de grossissement de grains et de recristallisation (fer, chrome, manganèse) dans cet alliage.
- Pour les alliages 5083 et 6061, le taux d’écrouissage critique a été respectivement atteint pour 11{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661} et 13{1373dd200fcdbed67d8e7356551073913182d4223b749bcd5dd91b30da878661}. Il y a eu recristallisation et formation de grains critiques de grande taille.
Alliage 5083 : résultats des clichés micrographiques


Alliage 6061 : résultats des clichés micrographiques


Auteur de l’article : Hervé Gransac
Tèl. : 02 38 69 79 54







